


Ова е отворач за шишиња за вино направен од материјал од легура на цинк, завртката направена од висококвалитетен јаглероден челик, се произведува во спирален дизајн преку CNC обработка, со горниот дел оптимизиран како шилеста форма. Нашиот модел бр.
Процесот на производство на овој отворач за шишиња првенствено вклучува пет клучни фази: леење, кршење на материјалот, полирање и чистење, галванизација и монтажа.


Овој отворач тежи 135 грама, со 3 парчиња груби додатоци кои се релативно лесни по тежина. Под притисок на машина за леење со топла комора од 88 тони, може целосно да ги исполни барањата на производот. Густината на одлеаноците од легура на цинк е тесно поврзана со работниот притисок на опремата, само во најсоодветниот опсег на производот може да го контролира квалитетот на метод. Затоа, користењето на машина од 88 тони за овој шраф може да обезбеди квалитет на производот и доволно да ги намали трошоците за производство.
Дизајнот на калапот на овој производ произведува излезна стапка од приближно 3000 калапи на секои осум часа. Во споредба со општите калапи со една празнина, тој е 30-40% побрз, заштедувајќи повеќе од двојно време на производство.

По завршувањето на леењето на овој шраф, тој ја добива оваа форма, секоја компонента сè уште ги задржува ознаките на портата и вишокот рабови што треба да се отстранат, така што последователниот чекор на производство е бришење, барајќи од работниците да вршат чиста рачна работа. Рачната работа е неопходна за да се осигура дека површините на производот не се оштетени, да се одржи последователниот квалитет на обработка, да се избегнат зголемени ризици за отпадоци и да се направат дополнителни трошоци. На работниците за овој процес им треба големо искуство и доволно трпение и тие можат да дадат бројни ефективни и изводливи предлози за да помогнат во подобрувањето на дизајнот за производи со сложена форма и дизајни на мувла.
По отстранувањето на брусите и аглите на рабовите од празнините на винските шрафови, процесот на производство продолжува со операции за полирање и чистење. Нашата компанија поседува повеќе од десет машини за чистење и опрема за завршна обработка на површината, што ни овозможува да одржиме униформност и конзистентност во завршувањето на површината на производот. Најголемата предност на оваа операција е што сите готови производи ќе имаат униформа завршна површина.


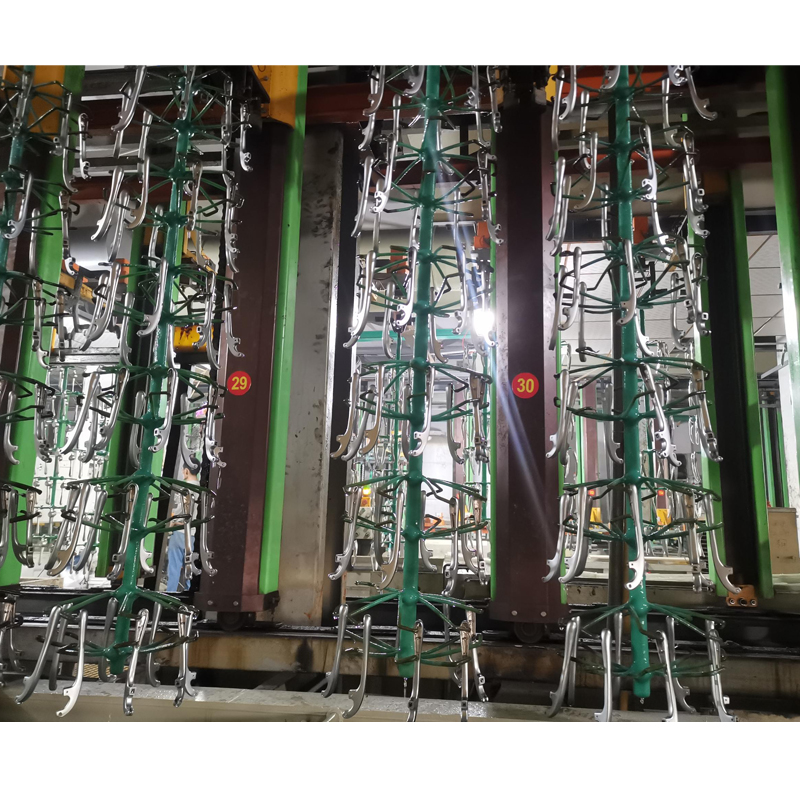
Облогите на сите компоненти на шрафот вообичаено користат методи на галванизација или бојадисување, за оваа илустрација, ќе се фокусираме на галванизација. Обработката на галванизација ја завршува добавувач со аутсорсинг, за што се потребни високо специјализирани капацитети, опрема и индустриски инженери со долгогодишно искуство во нивната област, заедно со бројни основни техничари и искусни добавувачи со долгорочна соработка. долгогодишно искуство во индустријата, обезбедувајќи стабилност на производот. Ова, исто така, осигурува дека различните производни проблеми што се среќаваат за време на производството може да се решат брзо, професионално и ефикасно. Овие аранжмани помагаат да се обезбедат производни циклуси за производи како што се вински додатоци, кујнски прибор и шрафови, истовремено поддржувајќи ги и плановите за продажба на клиентите.



Целиот шраф го достигна својот последен процес, а тоа е склопување. Прво, ги класифицираме сите обработени полупроизводи според типот на компонентата. Персоналот за контрола на квалитет (QC) врши прелиминарни инспекции за да потврди дека овие полупроизводи ги исполнуваат сите спецификации на производот за функционалност, боја и квалитет на површината. Квалификуваните и неисправните делови се генерираат поединечни и неисправни делови, потоа се одвојуваат и управуваат од одделот. Одделение за складиште. По воспоставениот прирачник за спецификации на производот, квалификуваните полупроизводи делови се складираат во инвентар и последователно влегуваат во производната линија за склопување.






По завршувањето на производството, готовите производи се подложени на секундарна проверка за да се потврди дека квалитетот на производот ги исполнува одредените стандарди. Броевите на производните серии и идентификаторите на клиентите се означени, проследени со сеопфатни операции на пакување.













